

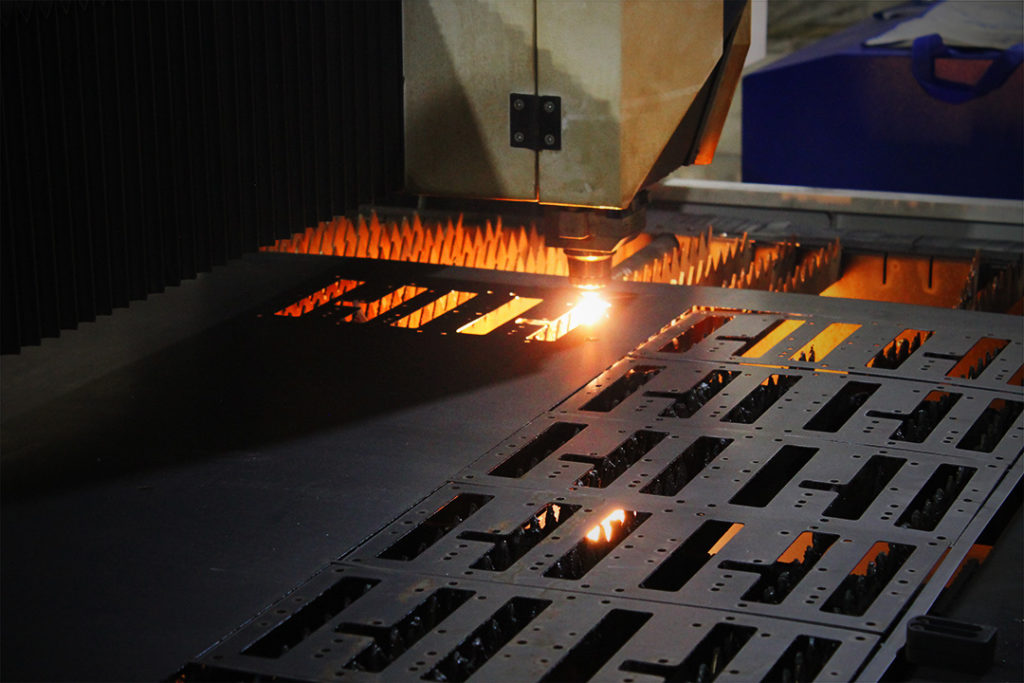
Аппараты по резке металла могут работать с помощью плазмы или лазера. Плазменное оборудование действует, благодаря дуге. Процесс резки в этом случае основан на использовании воздуха. Это не гарантирует постоянную ширину реза. Он будет меняться в зависимости от того, какой толщины заготовка. А в лазерном оборудовании рез осуществляется, благодаря четко направленному лучу лазера. В результате и его ширина более стабильная. Еще она гораздо тоньше, чем при плазменной резке, всего на 0,2-0,3 мм. А плазменное оборудование на толстом металле дает рез до 2,5 мм. Поэтому цена лазерной резки чуть выше, однако она окупается за счет высочайшего качества работы.
Почему лазерная резка от центра Roden пользуется популярностью в Новосибирске:
- заготовки после нее можно сваривать, красить и упаковывать для продажи без всякой дополнительной обработки
- кромка строго перпендикулярная
- высочайшая скорость работы, ценное качество при заказе оптовых партий
- ширина реза минимальная и ее диапазон более узкий, чем в случае с плазменной резкой
- подходит даже для тончайших заготовок толщиной от 0,2 мм
Чем удобна лазерная резка от центра Roden
При этом, лазерную резку выбирают за отсутствие окалины. Для нее требуются относительно дешевые расходники. Но цена самого аппарата для такой резки выше, чем в случае с плазменной. Поэтому и сама услуга обойдется дороже. Еще лазерную резку выбирают, если нужен минимальный диаметр отверстий. Он может даже быть меньше, чем толщина самой заготовки. На лазерном оборудовании доступна перфорация отверстиями диаметром до миллиметра. При этом воздействие высокой температуры на кромку изделия ниже, чем при плазменной резке.
Почему плазменная резка считается менее качественной
Плазменная резка по-прежнему распространена, однако считается менее передовым способом обработки металла. У нее имеется ряд недостатков. Например, сами возможности такого станка ограничены, по сравнению с лазерным. Еще при обработке заготовок менее миллиметра толщиной получается неоднородный рез.
Скорость работы на таком оборудовании ниже. Это не позволит быстро пустить на продажу крупную партию товара. Кромки на таком оборудовании получаются под уклоном, а не перпендикулярные. Их называют конусными. Отклонение до пяти градусов, свойственное плазменному оборудованию, понижает качество готового изделия.







